Impostazioni della stampante 3D FDM e cosa fanno
La stampa 3D non è mai stata più accessibile, con macchine disponibili che raggiungono ogni fascia di prezzo e livello di abilità. Ciò ha indotto molte persone ad affollarsi in questo hobby relativamente nuovo, buttandosi a capofitto senza capire la frustrazione e i dolori che può portare.
Naturalmente, anche se la stampa 3D può essere difficile, vale sempre la pena dedicarci allo sforzo. L’apprendimento è una parte importante dell’assunzione di qualcosa di simile, ma non devi affrontarlo da solo. Per iniziare con i fondamenti dell’utilizzo di un’affettatrice per stampante 3D, questo articolo esplorerà le diverse impostazioni fornite con i popolari programmi di affettatura per stampanti FDM.
Che cos’è una stampante 3D FDM?
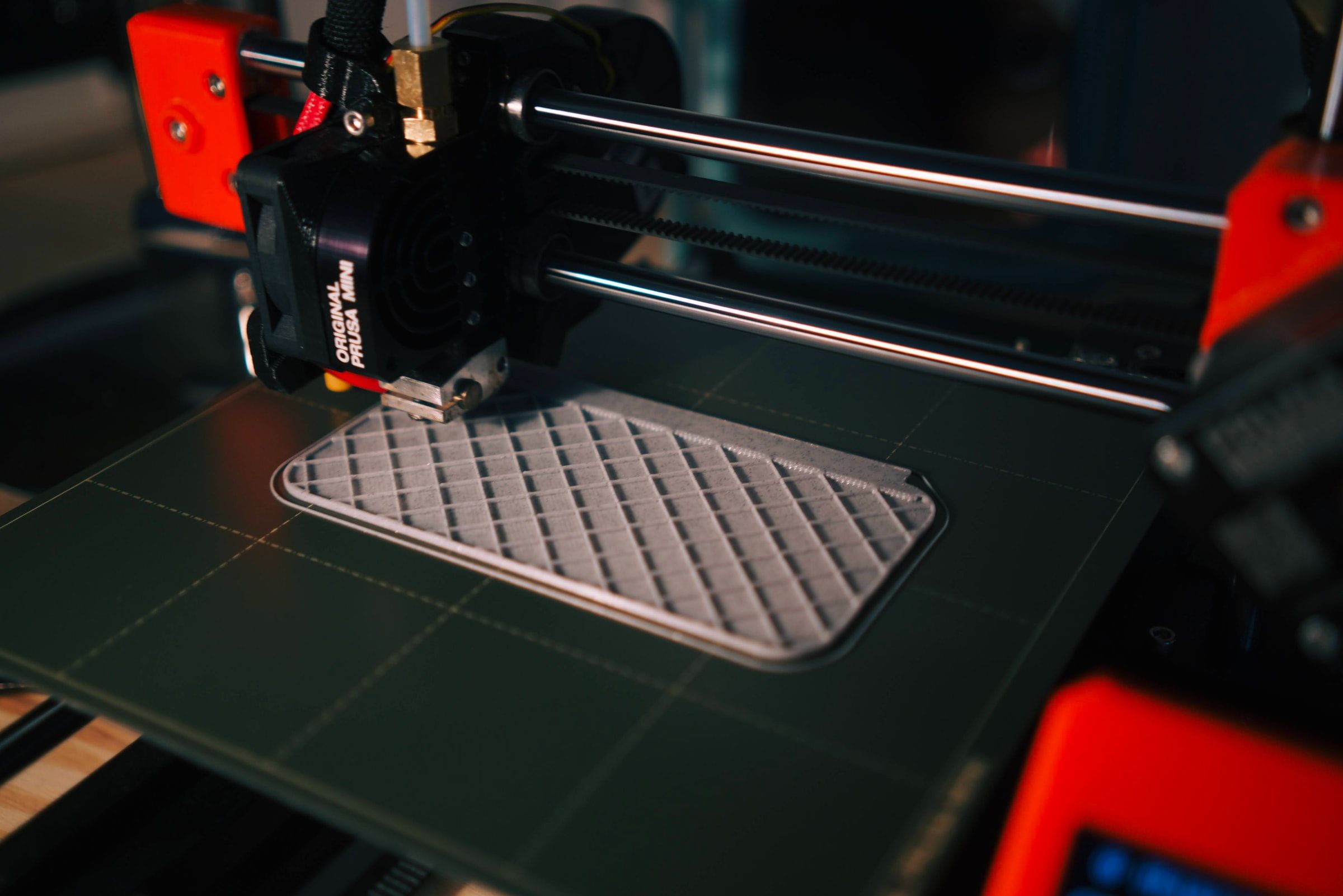
FDM sta per modellazione a deposizione fusa e questa è la tecnologia più comunemente utilizzata per la stampa 3D a casa. Se la tua stampante 3D utilizza bobine di filamento, anziché resina, le probabilità sono che sia una stampante FDM. Stampanti come questa estendono la plastica fusa con estrema precisione, di solito con una piastra di costruzione, un gantry e un estrusore/hotend. Questo è il tipo di stampante 3D a cui si applica questo articolo.
Tutte le impostazioni di seguito vengono mostrate supponendo che tu abbia caricato un file nell’affettatrice e che ti trovi nella schermata principale.
Ugello e temperatura del letto
Le stampanti 3D FDM utilizzano materiali chiamati termoplastici per creare oggetti. PLA, ABS e PETG sono solo alcuni esempi di queste materie plastiche e hanno tutti punti di fusione diversi. La temperatura dell’ugello deve essere impostata sulla temperatura che corrispondeal materiale con cui stai stampando e solo pochi gradi di differenza possono darti risultati molto diversi.
Il PLA, ad esempio, di solito stampa bene tra 180 e 200°C, mentre l’ABS va bene tra 230 e 250°C. Potrebbe essere necessario sperimentare temperature diverse per ottenere i migliori risultati.
La temperatura del letto non è importante quanto la temperatura dell’ugello, ma può comunque fare la differenza. Avere un letto alla giusta temperatura aiuterà i materiali ad aderire alla piastra di costruzione, aiutando anche a prevenire problemi come deformazioni e zampe di elefante. Materiali come il PLA possono funzionare senza una piastra riscaldata, ma l’ABS può beneficiare di temperature del letto superiori a 80°C.
- Cura : Impostazioni di stampa > Personalizzato > Materiale
- Slic3r : Impostazioni > Impostazioni del filamento > Temperatura
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Temperatura
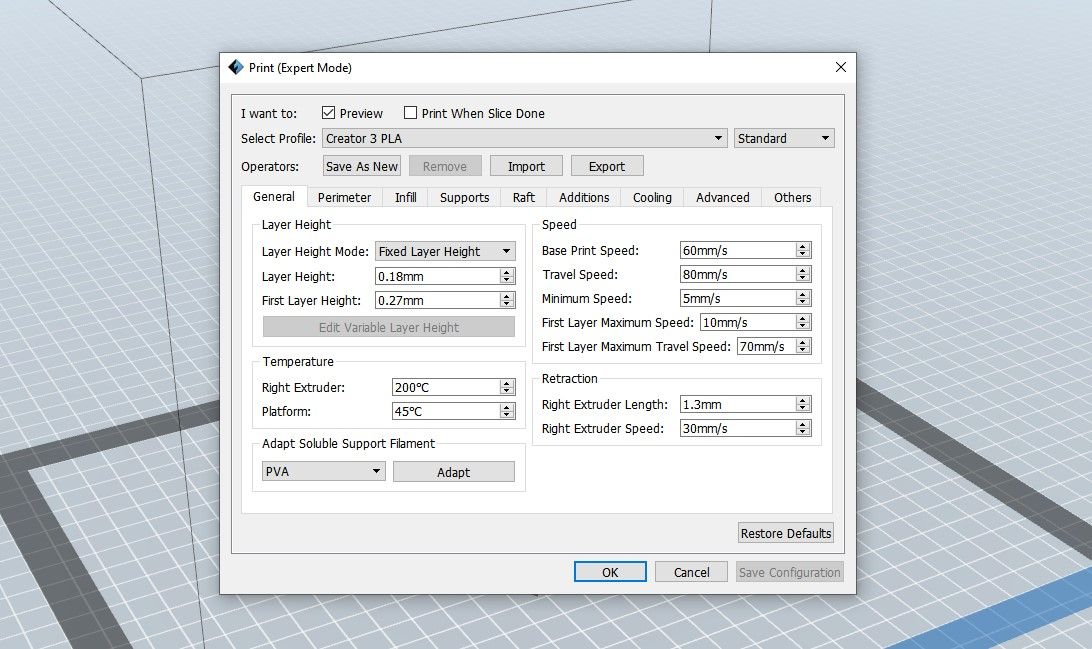
- FlashPrint : Stampa > Generale > Temperatura
Altezza strato
L’altezza dello strato è lo spessore di ogni strato di plastica che viene posizionato sul letto durante la stampa. Altezze di livello inferiori si traducono in modelli a risoluzione più elevata e tempi di stampa più lenti, mentre altezze di livello più elevate ridurranno sia la qualità che il tempo. Devi assicurarti che l’altezza del tuo livello funzioni con l’ugello che stai utilizzando, anche se la maggior parte delle affettatrici ti avviserà se vai troppo grande o troppo piccolo.
Il primo strato di qualsiasi stampa è il più importante, ed è per questo che la maggior parte delle affettatrici offre la possibilità di impostare un’altezza separata per esso. Avere uno strato iniziale più spesso può aiutare con l’aderenza al letto rafforzando anche la base del modello.
- Cura : Impostazioni di stampa > Personalizzata > Qualità
- Slic3r : Impostazioni > Impostazioni di stampa > Livelli e perimetri
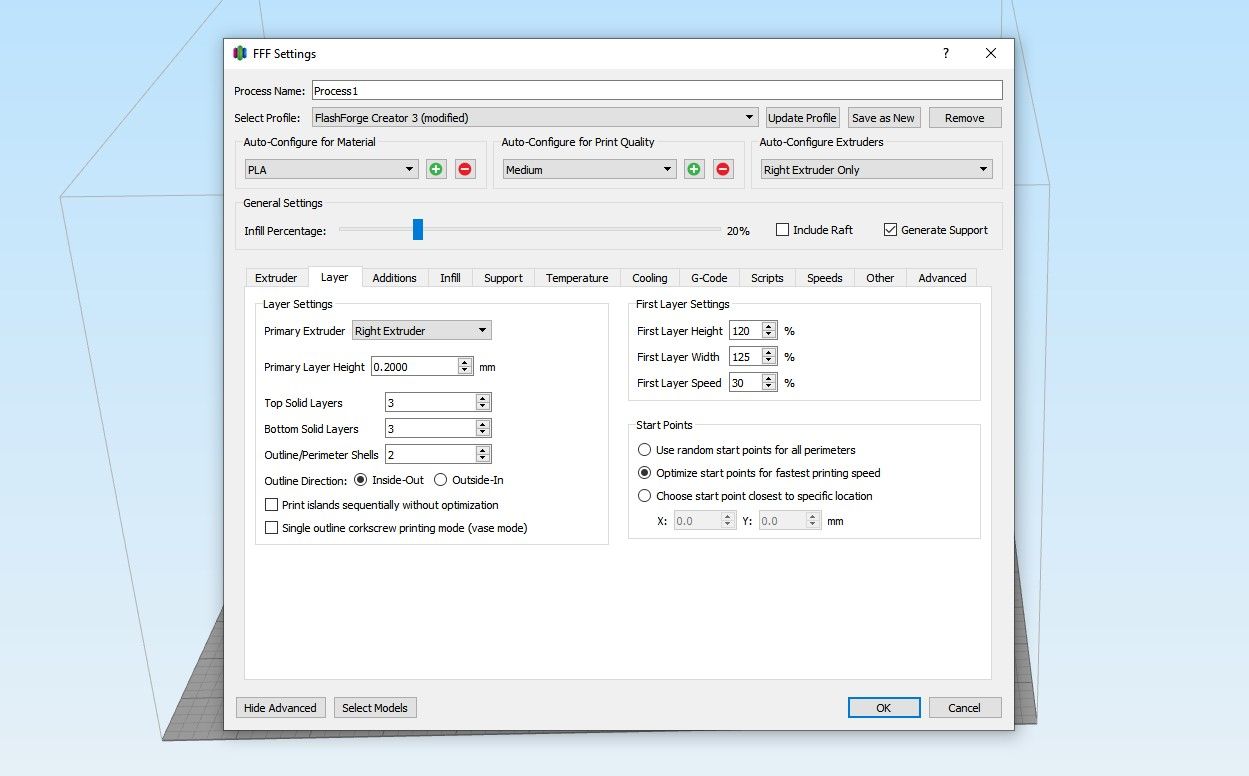
- Simplify3D : Modifica impostazioni di processo > Mostra avanzato > Livello
- FlashPrint : Stampa > Generale > Livello
Velocità di stampa
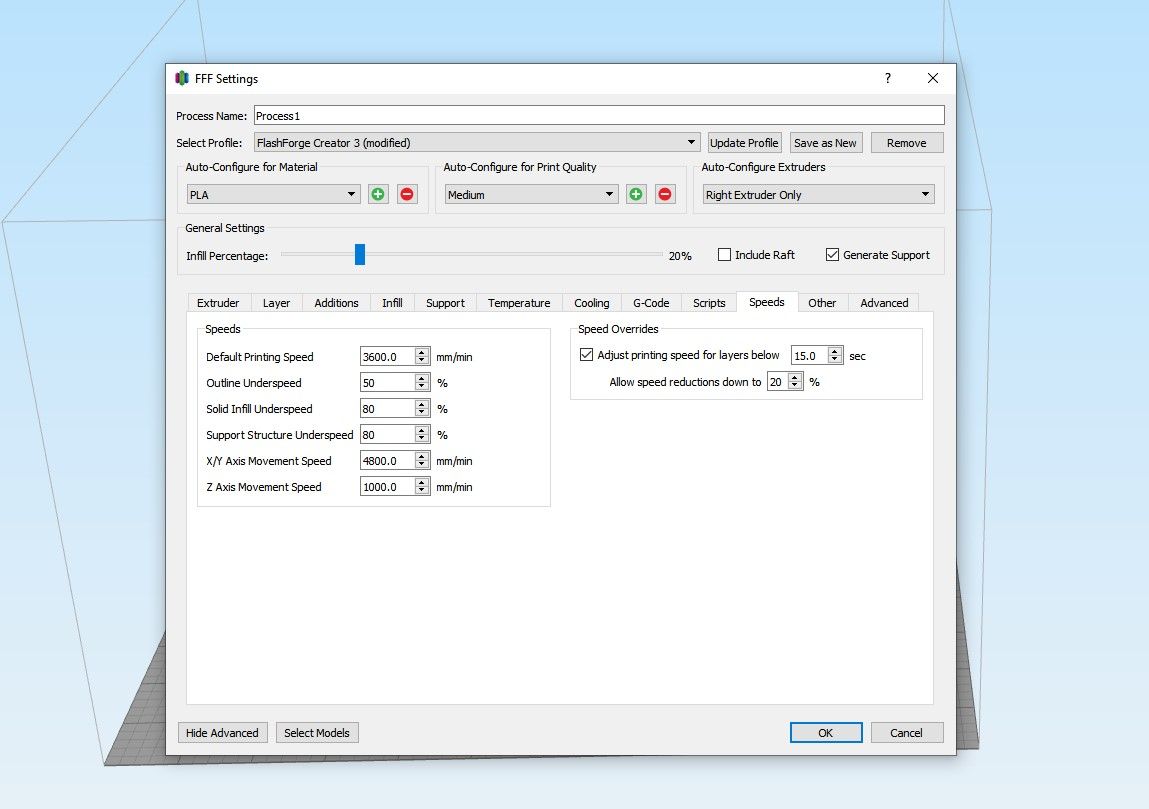
La velocità di stampa è la velocità con cui si muove la testina di stampa durante la stampa. Aumentare la velocità di stampa renderà la stampa più veloce, anche se può anche danneggiare la qualità della stampa. Oltre a questo, tuttavia, alcuni materiali richiedono velocità di stampa inferiori a causa delle loro qualità.
Il PETG, ad esempio, viene solitamente stampato con una velocità massima di 30 mm/s per tenere conto della trasudazione e dell’elasticità. PLA e ABS possono funzionare tranquillamente a 60 mm/s o più, ma puoi modificare impostazioni come la velocità esterna per aumentare la qualità della stampa finita senza compromettere la velocità di stampa.
- Cura : Impostazioni di stampa > Personalizzata > Velocità
- Slic3r : Impostazioni > Impostazioni di stampa > Velocità
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Velocità
- FlashPrint : Stampa > Generale > Velocità
retrazione
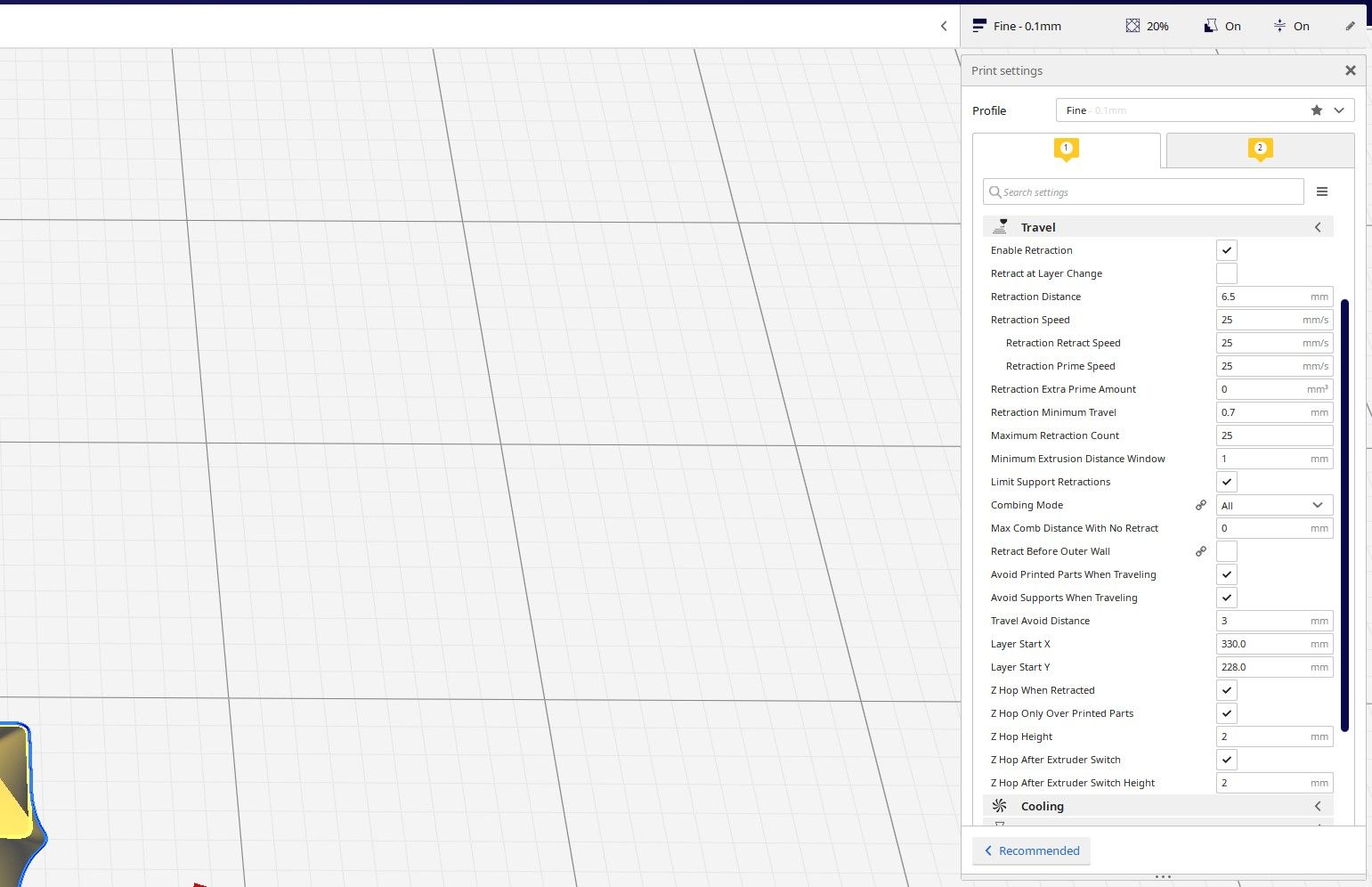
La maggior parte delle moderne stampanti 3D FDM utilizza estrusori motorizzati per ritrarre il filamento in determinati punti durante la stampa. Questo aiuta a prevenire il trasudamento mentre la testina di stampa si sposta da un posto all’altro, oltre a dare alla stampante il controllo sul flusso di materiale che esce dall’hotend.
Proprio come la velocità di stampa, le impostazioni di ritrazione sono generalmente basate sul materiale con cui stai stampando. I materiali elastici come PETG e TPU richiedono velocità di retrazione comprese tra 30 e 80 mm/s, insieme a distanze di retrazione da 2 a 5 mm. Al contrario, il PLA è buono con una velocità di 50 mm e una distanza da 0,5 a 1 mm.
- Cura : Impostazioni di stampa > Personalizzato > Viaggio
- Slic3r : Impostazioni > Impostazioni stampante > Estrusore
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Estrusore > Controllo trasudazione
- FlashPrint : Stampa > Generale > Ritiro
Riempimento e pareti
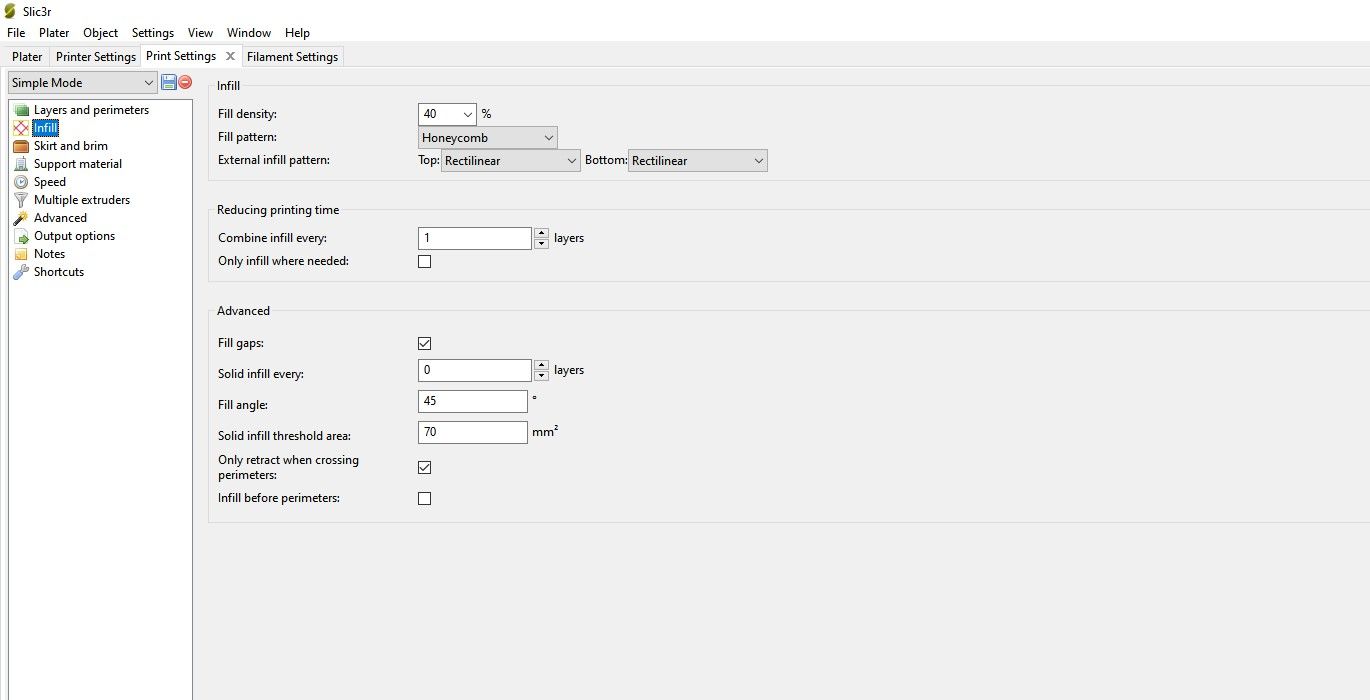
È raro trovare un file stampabile in 3D che deve essere realizzato in plastica solida. Invece, la maggior parte delle stampe sono realizzate con pareti esterne solide e riempimento che rende la parte bella e resistente senza richiedere una vita per la stampa. Il riempimento dal 10 al 20% è sufficiente per la stragrande maggioranza delle stampe, anche se potresti volere di più se vuoi che un pezzo sia particolarmente solido. Vale la pena notare che il riempimento solido non rende necessariamente una parte più forte.
Oltre al riempimento, puoi anche modificare lo spessore degli strati esterni della tua stampa. Di solito sono sufficienti da tre a cinque strati per rendere una stampa forte, ma questo è qualcosa che può essere modificato per ridurre il tempo necessario per completare la stampa. Pareti troppo sottili possono far trasparire il motivo di riempimento.
- Cura : Impostazioni di stampa > Personalizzato > Riempimento/Shell
- Slic3r : Impostazioni > Impostazioni di stampa > Riempimento
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Riempimento
- FlashPrint : Stampa > Riempi
Supporti
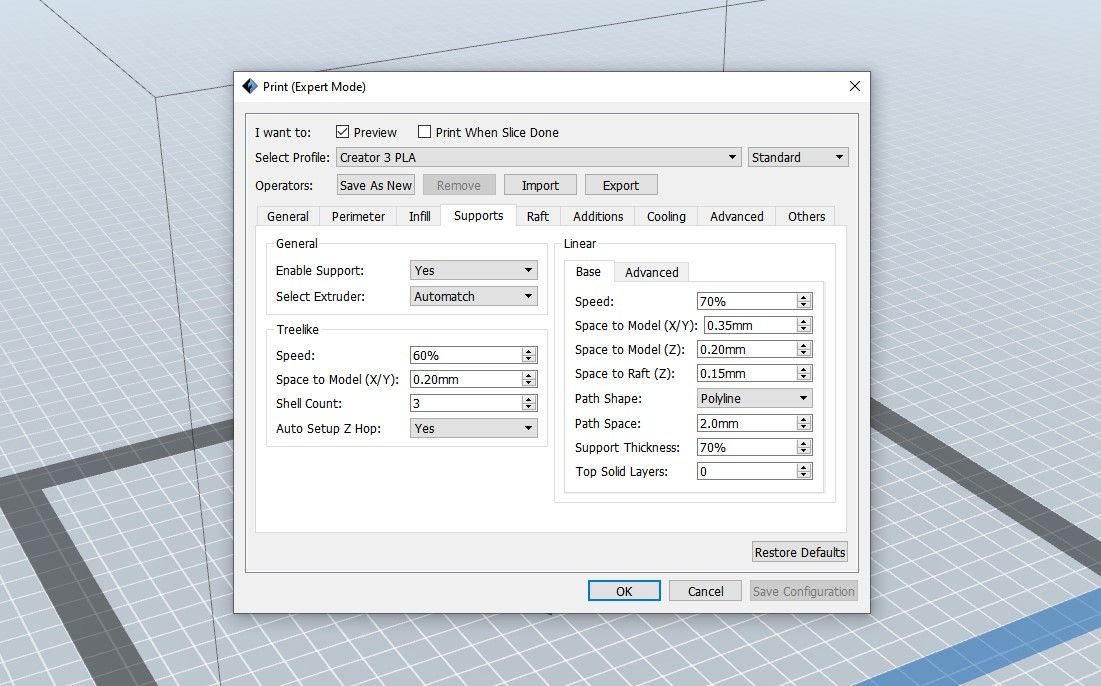
I supporti vengono utilizzati per impedire la caduta dei modelli quando vengono stampati con sporgenze. La maggior parte delle affettatrici può generare automaticamente i supporti, ma puoi modificare le impostazioni per assicurarti di ottenere i migliori risultati per la tua stampa. Vale la pena leggere le diverse opzioni di supporto che hai prima di andare avanti e cambiarle troppo.
- Cura : Impostazioni di stampa > Personalizzato > Supporti
- Slic3r : Impostazioni > Impostazioni di stampa > Materiale di supporto
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Supporto
- FlashPrint : Stampa > Supporti e schermata principale > Supporti
aggiunte
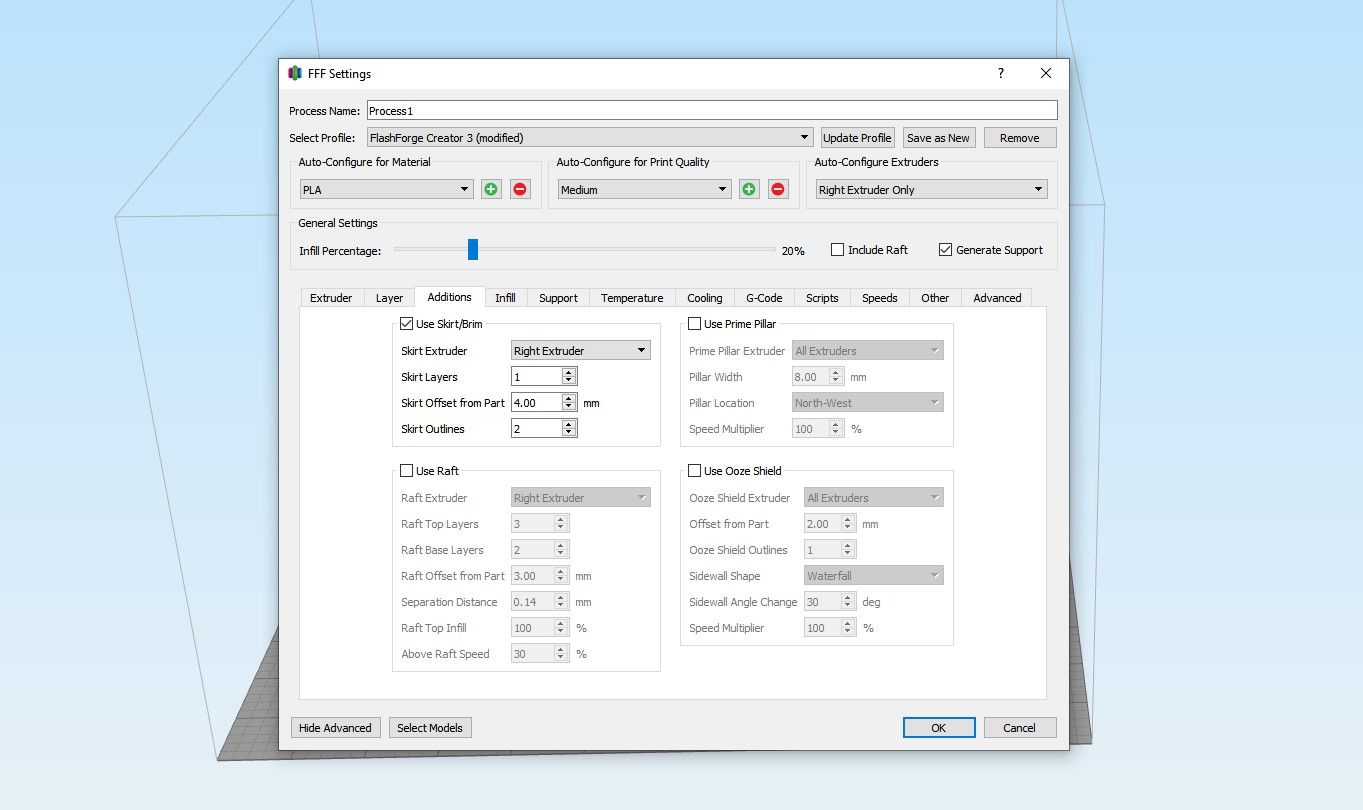
La maggior parte delle affettatrici è in grado di aggiungere parti aggiuntive alla stampa progettate per aiutare con l’adesione e la deformazione del letto. Questo può essere un ottimo modo per migliorare le tue stampe con facilità, ma sono disponibili alcuni tipi.
- Zattere : l’intera stampa si trova su un letto quando si utilizza una zattera, aiutando con l’adesione al letto.
- Bordi : i bordi avvolgono il bordo della stampa, impedendo che i bordi e gli angoli si sollevino.
- Orecchie da topo : le orecchie da topo sono cerchi che si trovano ad ogni angolo della tua stampa, aiutando a mantenere gli angoli bassi.
- Torri di pulizia: le torri di pulizia si formano attorno alla stampa e consentono alla stampante di rimuovere il filamento in eccesso.
Ecco dove trovare le impostazioni pertinenti:
- Cura : Impostazioni di stampa > Personalizzato > Adesione piastra di stampa
- Slic3r : Impostazioni > Impostazioni di stampa > Gonna e tesa/Materiale di supporto
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Aggiunte
- FlashPrint : Stampa > Aggiunte
Raffreddamento
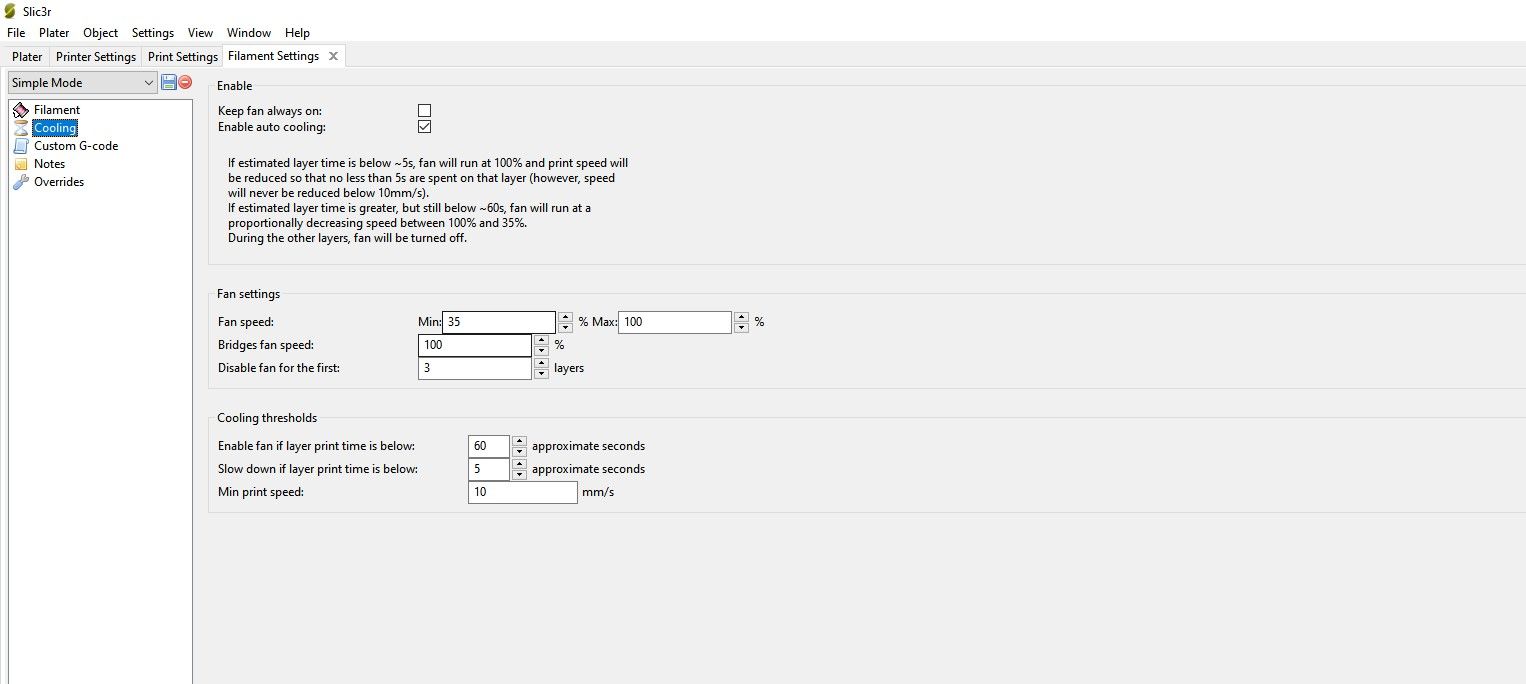
Le ventole di raffreddamento sono una parte vitale della tua stampante 3D. Molte moderne stampanti FDM hanno ventole che vengono utilizzate per raffreddare la parte durante la stampa. Questo è ottimo per materiali come PLA e PETG, ma può essere dannoso per materiali come l’ABS che si deformano a causa delle variazioni di temperatura. Dovresti quasi sempre lasciare acceso il raffreddamento generale della stampante.
- Cura : Impostazioni di stampa > Personalizzato > Raffreddamento
- Slic3r : Impostazioni > Impostazioni del filamento > Raffreddamento
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Raffreddamento
- FlashPrint : Stampa > Raffreddamento
Z-Hop
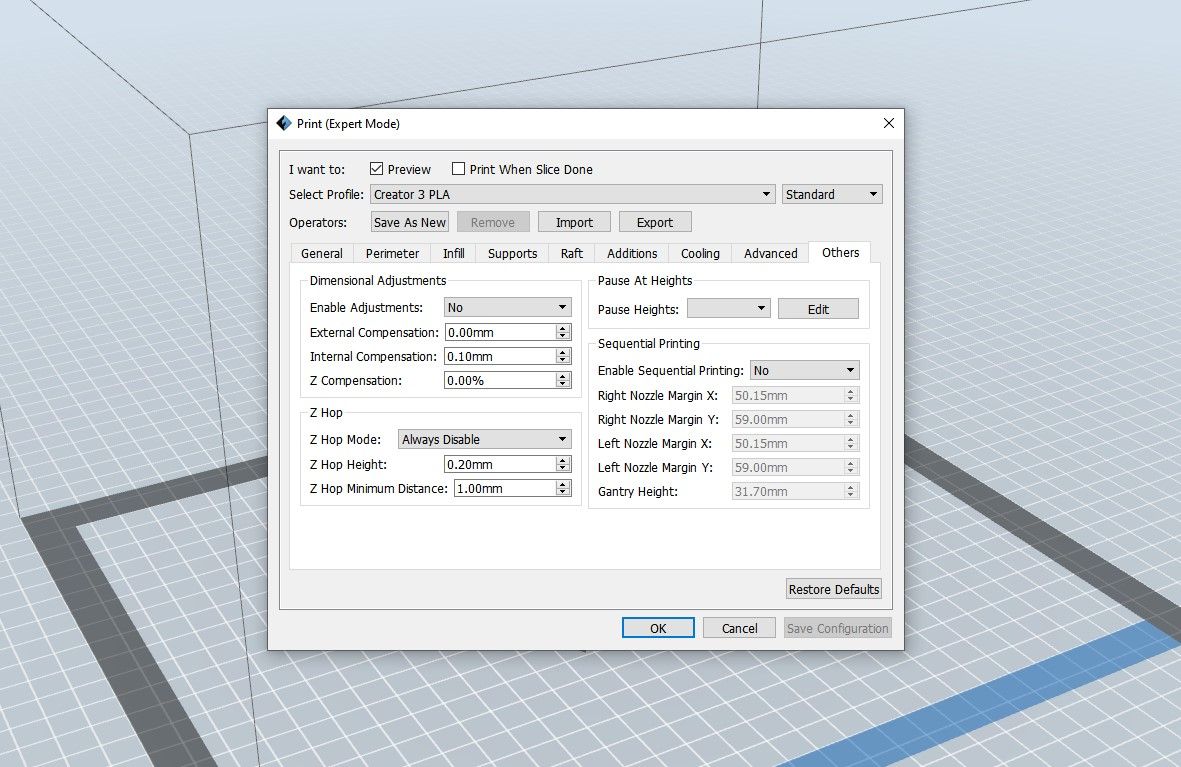
Come ultima impostazione da guardare, z-hop ti consente di dire alla stampante di abbassare il letto o alzare la testina di stampa quando si muove. Ciò può impedire che i modelli vengano urtati dalla piastra di costruzione prima che la stampa sia terminata.
- Cura : Impostazioni di stampa > Personalizzato > Viaggio
- Slic3r : Impostazioni > Impostazioni stampante > Ritiro
- Simplify3D : Modifica impostazioni di processo > Mostra avanzate > Estrusore > Controllo trasudazione
- FlashPrint : Stampa > Altri > Z-Hop
Imparare a usare l’affettatrice
Le affettatrici sono strumenti incredibilmente potenti che ti offrono molte opzioni diverse per le tue stampe. Ciò non significa che siano facili da usare, tuttavia, e hai ancora molto da imparare dopo questo articolo per padroneggiare veramente l’affettatrice che usi.
Vale sempre la pena ricordare che anche le stampanti 3D FDM devono essere calibrate e mantenute per funzionare correttamente. Questo non richiede molto lavoro, ma il tempo che ci dedichi può valerne la pena.